(616) 844-9220


The EPS Lost Wax Investment Casting Process
Lost wax investment casting is a craft that has been practiced for thousands of years. At EPS, we have incorporated many innovations, which allows us to produce finely detailed cast parts quickly and accurately using a large variety of alloys. The following is a simplified explanation of our casting process from start to finish.
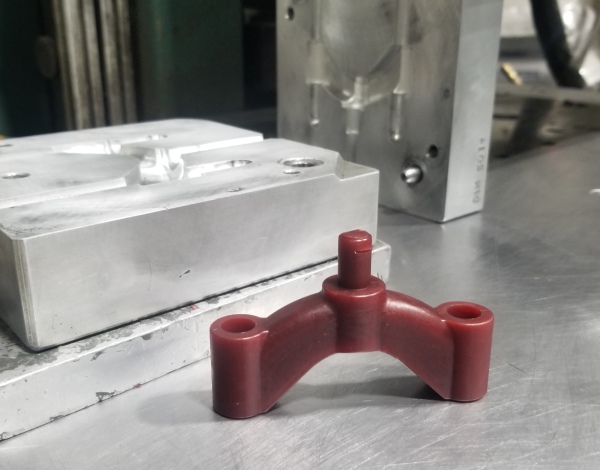
The Pattern
A wax pattern is created for each casting in the exact geometry of the part to be completed. This pattern is generally made by injecting wax or plastic into a metal form or die. The die is an aluminum tool that is more or less sophisticated, depending on the application or requirements. Each form or die may be as simple in design as the head of a golf club or as complex as a minute valve system for a rocket.
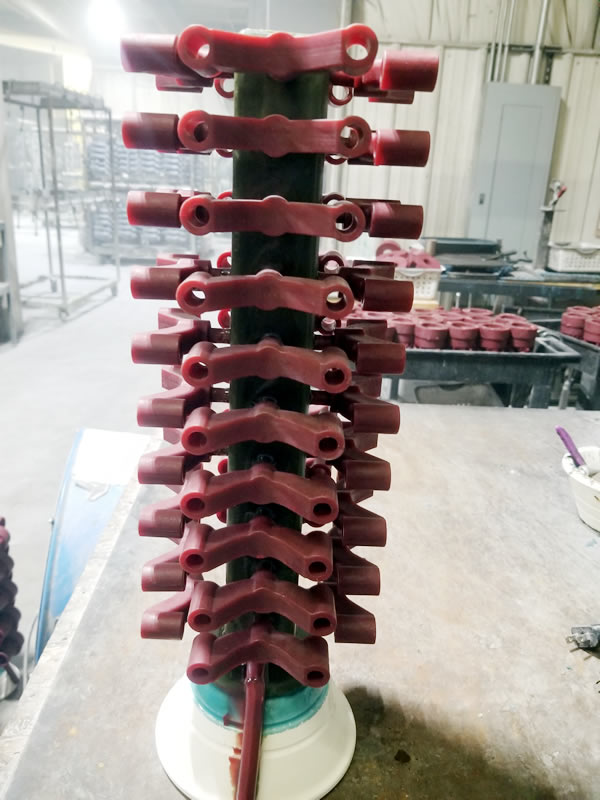
The Cluster
Multiple wax patterns are attached together forming a cluster or "tree" of the same pattern, allowing a large number of parts to be cast at the same time.
The Mold
Each cluster is dipped in a ceramic slurry, which is drained and coated with fine ceramic sand, then dried.

Final Mold
The dipping process is repeated again and again using progressively coarser grades of material until a thick, self-supporting shell has been formed.

Dewaxing
Once the shell is dry, it is heated to cause the wax to run out. The wax is collected for reuse.

Pre-Heating
The clusters are pre-heated in a furnace to prepare for casting.

Pouring
The specified molten metal alloy is poured into the cluster.

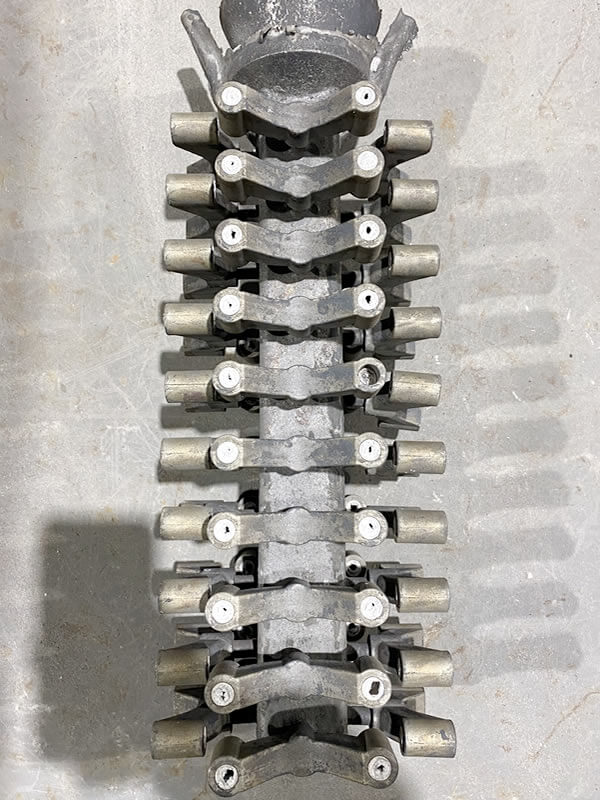
The Resulting Castings
After the poured cluster has cooled, the ceramic mold material is removed from the castings by mechanical vibration and chemical cleaning, leaving the tree of castings.
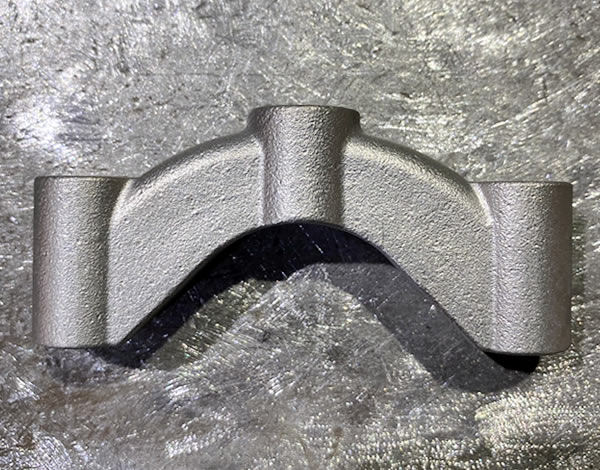
Finished Product
Each part is cut away from the cluster and smoothed. Some parts are ready to ship at this point, while others may go through final machining or other operations.
We are experts in the art of lost wax investment casting. Fill out our short form and attach a drawing to receive a quote, or contact us for assistance:
EPS LOST WAX INVESTMENT CASTING



OUR LOCATION
EPS Precision Investment Casting serves customers with a commitment to providing a quality product at a fair price.
Shipping Address:
585 Second St.
Ferrysburg, MI 49409
Mailing Address:
P.O. Box 502
Spring Lake, MI 49456
Conveniently located in West Michigan